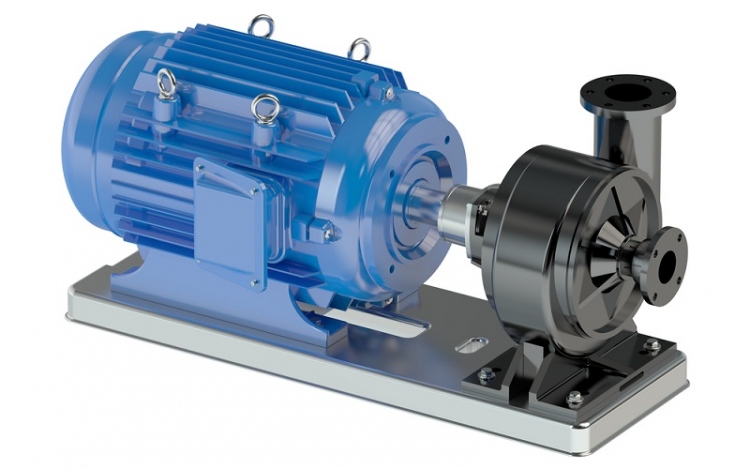
A rotating pump, also used for a positive-displacement is termed as the ‘liquid ring pump’. These can be used not only as a vacuum pump but also as gas compressors. This functions like the rotary-vane pump. The only difference is that the vanes tend to churn a ring of liquid which is rotating. This form the seal for the compressor chamber. The only movable part is the rotor, and is hence the pump is designed with a low friction. They are powered by a motor of induction.
They are used in various industries, some of which are listed below.
1. Pharmaceutical Industry
You can depend on the liquid ring pumps for vapor recovery, drying, laboratory, house vacuum and a lot more. The ones used in the pharmaceutical sector are for recovering vapors of the organic type, drying product and more. These pumps can provide the required house vacuum on the lines of production. The industry chooses this over others owing to its reliability. Apt for the laboratory as these pumps can handle the low change in temperature and slugs of liquid across the pump. These pumps can also be used for weighing equipment and sampling.
2. Equipment Used For Power Generation
The liquid ring pump used in this industry is a design which is two-staged in a single body of the pump. The feature of internal spray can ensure condensing to a large extent before the gas enters the vacuum pump. The pump is capable of handling more loads due to this feature. This is because of the condensation which tends to reduce the flow rate.
3. Vapor Extraction/ Ground Water Remediation
Extraction systems for soil vapor make use of this liquid ring pump, especially at times when the transmissivity of the soil is low. Using these pumps, you can achieve the required vacuum with the displacement which is positive of the blowers or even the pumps of water sealed vacuums. This helps in extracting from wells which are over 30 ft deep and above.
4. Food Production
Most applications used in the food industry need water removal technology. This includes the concentration of any fruit juice, flash cooling after the cooking food and also adjusting the water temperature while cooking.
Reasons why Multiple Industries choose the Liquid Ring Pump:
There are multiple benefits offered by the liquid ring pump. The functions of this pump are appropriate for many industries.
- With the simple structure of this pump the total design tends to be compact. There is no need of any gear box.
- You can achieve a large displacement with the small sized structure.
- Temperature change of the compressed gas is small.
- The wear and tear of this pump is minimal as there is no surface of metal cavity.
- The seal between the stationery parts and the moving parts can be done with a seal of water.

The operation of the liquid ring pump is easy with negligible maintenance required.
You can check online for the different designs of the liquid ring pump. This can be termed as ‘easy’ shopping as you do not have to go from one manufacturer to another finding the specific liquid ring pump for your requirement. Ensure of the reputation and experience of the supplier before you decide on one to purchase. It is advisable to check out more than one website as this will give you a fair idea of the different prices. You can think of saving some money by making that additional effort. Be choosy and decide wisely.